















































Зварювальний дріт (MIG/MAG)
Зварювальний дріт для напівавтоматів: як вибрати ідеальний матеріал для продуктивного зварювання
Напівавтоматичне зварювання в середовищі захисних газів (MIG/MAG) — це основний метод у сучасному виробництві, що поєднує високу швидкість та відмінну якість з’єднання. Проте стабільність дуги та відсутність пор у металі шва безпосередньо залежать від витратного матеріалу. Професійний зварювальний дріт — це не просто металева нитка, а калібрований електрод із точно заданим хімічним складом, що забезпечує стабільний перенос металу та мінімальне розбризкування.
Технічний аналіз видів дроту: під кожне завдання своє рішення
Вибір дроту базується на хімічній спорідненості з основним металом та вимогах до захисного середовища. На WeldingUA представлені наступні критично важливі категорії:
- Омеднений дріт (наприклад, Св-08Г2С / ER70S-6): Стандарт для зварювання низьковуглецевих та низьколегованих сталей. Шар міді товщиною 0.15–0.30 мкм виконує дві функції: захищає сталь від корозії при зберіганні та забезпечує ідеальний електричний контакт у наконечнику пальника, що зменшує опір та перегрів.
- Порошковий дріт (Flux-cored): Має трубчасту структуру, заповнену спеціальним флюсом. Це дозволяє проводити зварювання без газових балонів (самозахисний дріт) або покращувати характеристики шва у важкодоступних місцях. Це ідеальне рішення для монтажних робіт на висоті або при сильному вітрі.
- Алюмінієвий дріт (AlMg5, AlSi5): Вимагає особливої уваги до подаючих роликів (U-подібна канавка) та каналу пальника (тефлоновий лайнер). Висока швидкість окислення алюмінію потребує ідеальної чистоти поверхні дроту для запобігання пористості.
- Нержавіючий дріт (ER308L, ER316L): Використовується для зварювання корозійностійких сталей. Наявність літери «L» (Low carbon) у маркуванні вказує на низький вміст вугілля, що запобігає міжкристалітній корозії у зварному з’єднанні.
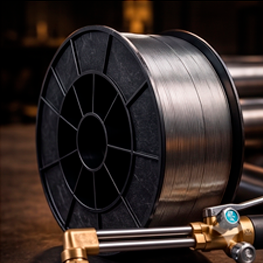
Фізико-механічні параметри: чому рядне намотування — це економія?
При глибокому аналізі собівартості робіт часто ігнорують фактор «рядності». Якщо ви плануєте купити зварювальний дріт, обов’язково звертайте увагу на спосіб його укладання на котушку. На WeldingUA ми постачаємо продукцію виключно з прецизійним рядним намотуванням. Це гарантує відсутність перехлестів («закушувань») дроту, що особливо важливо при використанні 15-кілограмових котушок на автоматизованих лініях.
Також критичним є показник стабільності діаметра по всій довжині (допуск не більше ±0.01 мм). Нерівномірний діаметр призводить до нерівномірного тиску роликів, що викликає ривки дуги, нестабільне проплавлення та, як наслідок, необхідність дорогої механічної зачистки шва після зварювання. Якісний дріт знижує об’єм розбризкування металу на 20-30%, що напряму зменшує витрати часу на шліфувальні операції.
Хімічний склад та вплив на металургію шва
Сучасний дріт для MAG-зварювання легується марганцем (Mn) та кремнієм (Si). Ці елементи діють як розкислювачі, виводячи оксиди заліза у шлакову кірку. Це забезпечує високу ударну в’язкість та пластичність шва навіть при роботі з «брудним» металом, що має сліди іржі чи окалини. Проте для отримання ідеального результату важливо дотримуватися газового режиму: суміш Ar+CO2 (мікс) дає набагато менше бризок та глибше проплавлення, ніж чистий вуглекислий газ.
FAQ: Професійні поради з експлуатації дроту
Який діаметр дроту обрати для металу 2 мм?
Для тонкостінного металу (1.5–3 мм) оптимальним є дріт діаметром 0.8 мм. Він дозволяє тримати коротку дугу та уникати прожогів. Для товщини понад 5 мм рекомендується переходити на діаметр 1.2 мм для забезпечення необхідної глибини провару.
Чи можна використовувати омеднений дріт без газу?
Ні, звичайний омеднений дріт вимагає обов’язкового захисту вуглекислим газом або сумішшю. Без газу метал буде «кипіти», а шов вийде крихким та пористим. Для роботи без газу використовуйте лише спеціальний самозахисний порошковий дріт (E71T-GS).
Як запобігти заплутуванню дроту на котушці?
Крім вибору рядного намотування, важливо правильно налаштувати гальмівний механізм підкасетника. Котушка не повинна продовжувати обертатися за інерцією після того, як зварювальник відпустив кнопку пальника. Також завжди фіксуйте вільний кінець дроту у спеціальних отворах на бортику котушки при зберіганні.
Чому алюмінієвий дріт часто обривається в напівавтоматі?
Алюміній дуже м’який. Основні причини обривів: використання гострих V-подібних роликів замість U-подібних, занадто довгий пальник (понад 3 м) або використання сталевого спірального каналу замість графітового чи тефлонового.
